船舶管路先焊后弯工艺及应用
打开文本图片集
摘 要:管子的制造贯穿着整个船舶的生产过程,其种类繁多,数量巨大,往往成为船舶生产过程中的瓶颈环节。先焊后弯可以应用的研究方法验证了其可行性和实用性。有效地降低生产成本、缩短生产周期、提高管件加工质量、保证施工进度。基于此,本文介绍了船舶管路在内场制作过程中如何实现先焊后弯的工艺方法。 关键词:船舶管路;先焊后弯;应用 引言: 船舶管子内场制作长期以来一直采用先弯制管后焊接连接件(先弯后焊)的形式。但结合具体工装和精度控制的情况,采用先焊接连接件后弯制一次成型(先焊后弯)的管子加工方式能有效地降低生产成本、缩短生产周期、提高管件加工质量、保证生产进度,所以掌握先焊后弯工艺并在生产中得到应用是造船企业迫切要解决的问题。
关键词:船舶管路;工艺
一、管子先焊后弯的工艺有如下优点
(一)法兰在直管状态下装焊,可在水平状态操作,操作安全,劳动强度小,并且有利于采用自动焊或半自动焊,提高管子的装焊质量;
(二)可以实现管子无余量下料(定长一次切割),减少工序,缩短工艺流程,大大提高管子的综合效率;
(三)减少了校管工序,缩短了生产周期。
二、船舶管路先焊后弯工艺及应用
(一)先焊后弯工艺流程。先焊后弯的工艺流程是管子在弯曲加工前,将管子连接件(法兰)装焊在直段管子下面后进行弯曲,法兰连接件的管子弯曲后其法兰螺孔随着管子立体形状的空间转角φ,弯曲角α和单管预制图与管子的弯曲方向不同而变化,因此弯曲前直管两端法兰装焊时法兰螺孔的相对转角和弯制时首段法兰螺孔的顶转角的确定是关键问题。
(二)焊接质量要求。铜管和其他材料管应按照国家有关规定的有关规定进行生产分类。管道焊接工人必须有专业的焊接焊接证书。有效地实施管道焊接文件审核审批职责全面掌握船舶施工单位的焊接设备、焊接工艺和焊接技术。施工阶段,验船师对施工现场检查,施工现场的实际情况进行整体把握。焊接后的焊缝表面要进行质量检测,焊缝表面不能有裂纹、渣、气孔、咬边、凹陷等,不应在焊缝处出现明显的塌陷、凹陷等;此外,母材和其他构件焊缝的过渡应平缓均匀。船舶焊接时,应根据不同部位的要求进行焊缝的焊接,焊接后应进行探伤检查。并严格按照焊接热处理规范要求进行热处理。管道内涂层是管道使用寿命的重要影响因素。内涂层应保证其完整性,无损伤,涂层的厚度可以满足设计要求。常用的涂层方法有2种,即环氧涂层和热浸镀锌层。将环氧涂层应用于海水、淡水、单线管道系统,热镀锌涂层应用于海水和淡水管系中。
(三)回弹量。先焊后弯工艺是船舶弯管件制作的重要手段,为使带法兰管件弯制满足后续装配的尺寸要求,必须对管件弯曲回弹量做出相对准确的预测。回弹问题是管件精确弯曲成形加工的难点。管子的回弹过程,实质上就是管子对总弯曲力矩产生了一个反弯矩的结果。也就是说,管子弯曲结束时产生塑性变形,当外力消除后产生的回弹量相当于加上一个方向与产生塑性变形的弯矩相反的载荷而产生的弹性变形。反弹力矩的方向和外力矩方向相反,所以外力矩和反弹力矩所引起的应力即是管子从弯模上取出后在自由状态下断面内的应力,即所谓残余应力。正是由于这个应力,使管子产生回弹,因此要求出管子的回弹量,必须求出其受到的弯曲力矩。
(四)初始转角的计算。先焊后弯工艺是在弯管前将两端法兰焊在直管上,然后进行弯曲,弯曲后即成成品。这样就不需要弯曲后再进行两次画线、两次切割和法兰定位、焊接等工序。管加车间在加工管子时有法兰单眼和双眼的概念,法兰双眼是当法兰平面垂直于水平面的时候,最上端相邻两螺孔中心的连线平行于水平面。目前民用船舶绝大部分选择的是四进制法蘭,在制造安装时均规定为法兰双眼。先焊后弯曲工艺,还可计算出法兰和相对角度。这个角度是为直管段的时候焊接法兰用的,就是在弯管前焊接法兰时,将两端的法兰预先旋转一个角度,经过弯管操作后,就能够保证两个法兰都是双眼的位置。
(五)管系焊接机器人系统的组成。焊接机器人系统采用两端的机器人结构,自动上下料,自动定位和夹紧,管两端同步焊接生产的全自动化。系统结构由焊接机器人系统、传感系统、控制与通信系统、工件夹紧和定长系统组成。焊接机器人系统主要包括:机器人、焊接电源、辅助设备等。机器人的选择主要集中在稳定性、功能性、价格等方面,还要考虑到售后服务的保证,操作方便,汉语显示界面等。焊接电源是系统中的关键设备,由于采用了管子两端同步焊接,对电源的引弧成功率要求很高,要避免电弧焊接质量问题造成的故障,并配置相应的机器人焊枪;焊接机器人系统必须有焊缝自动发现和焊缝跟踪传感系统。可采用接触式焊缝起始位置寻找传感系统,通过焊丝与工件接触方式让机器人获取焊缝偏差数据后,自行调整焊缝起弧点位置。采用摆动电弧跟踪系统,通过焊接电流和电压的采集,计算出机器人的高度和偏差,对焊接的位置进行自动调节。至于管子椭圆度与法兰(套管)装配间隙和同心度的问题,只有通过对过程质量控制的加强,或采用法兰较装机装配管子,以满足机器人对管子装配精度的要求。
三、焊接变形预测
(一)热弹塑性有限元分析方法。这种方法在应用中充分的考虑到了焊接材料自身所存在的非线性,此外还能实现对应力应变的动态跟踪功能,此外,焊接之后的残余应力和变形情况也能得到有效的控制,这项研究当中覆盖面比较广,主要有焊接的材料、接头的形式以及焊接中的各项参数指标等等,所以,在焊接仿真过程中,还原度相对较高。
(二)固有应变法。和热塑弹性有限元法相比较而言,这种方法主要采用的是弹性有限元的计算方法,计算过程中,其计算量并不是很大,所以,这种方法比较适合使用在规模较大,结构相对也比较复杂的焊接变形预测工作中。为了保证这种方法在焊接变形预测中的应用效果,在实际的工作中可以针对典型的船舶产品的一些比较具备典型性的制造工艺建立焊接应变数据库,在建立数据库时,要充分的结合焊接材料、焊接工艺和接头的具体形式等等,这样能够非常好的解决分段制造和总段组装以及总段合拢过程中所产生的焊接变形预测方面的问题,同时它也为焊接变形的控制提供了非常好的理论基础。
四、管路焊接方式
现代造船项目主流民船项目和海工项目,民船项目如散货Bulk Carrier 散货船、Asphalt Carrier 沥青船、Container Ship 集装箱船、General Carrier 杂货船等。海工项目如Drilling Unit 钻井平台、Jack Up Drilling Unit 自升式钻井平台、PSV(平台供应船) 、SSV深水海洋工程船等,民船继续延续着以前传统的焊接工艺,而海工船型船东对其更高的焊接要求和管路质量要求,迫使出现新的管路焊接工艺方法--先焊后弯。
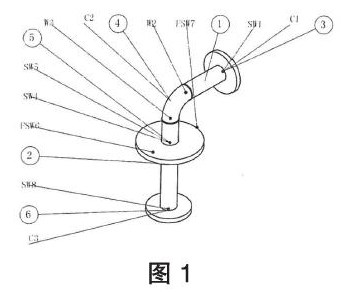
管路焊接方式主要有对焊和插焊两种焊接方式,在管路中使用对焊如异径、弯头、等,而插焊如法兰、套管、腹板等如图1。
W2--对焊。SW5--插焊。FSW7--现场插焊。
五、结语
本文通过对船舶管路先焊后弯技术的研究,掌握了管子的焊接工艺参数的计算方法和相关的技术参数。要根据计算方法和参数,对管件的形状和位置进行测试,形位尺寸要达到相关工艺及规范的要求,可逐步在船舶建造中推广应用。
参考文献:
[1]商勇.船舶制造企业管子车间生产计划与调度的仿真及优化研究[D].2011.
[2]吴春峰.精益造船中零件分道切割及托盘化应用研究[D].2011.
[3]王全东徐世杰王衍治.船舶管路先焊后弯工艺及应用[D].2016.
版权声明:
1.文驰范文网的资料来自互联网以及用户的投稿,用于非商业性学习目的免费阅览。
2.《船舶管路先焊后弯工艺及应用》一文的著作权归原作者所有,仅供学习参考,转载或引用时请保留版权信息。
3.如果本网所转载内容不慎侵犯了您的权益,请联系我们,我们将会及时删除。
本栏目阅读排行
栏目最新
- 1银行党支部抓党建工作责任清单
- 22024平安建设经验做法:打好基层治理“组合拳”,夯实平安建设“压舱石”
- 32024年对新时代老干部工作队伍建设思考【完整版】
- 4党纪条规集中学习月活动知识测试主持词(全文)
- 5X县贯彻落实中央环境保护督察组督察反馈意见整改方案(2024年)
- 6董事长在红色教育主题活动期间讲话(集团公司)(全文完整)
- 72024年县长在全县总河湖长会议上主持讲话
- 82024年研讨发言:锻造忠诚品质品格,坚决对党绝对忠诚
- 92024年度在中学“全国中小学生安全教育日”主题升旗仪式上发言(2024年)
- 10在党风廉政建设工作推进会上讲话【完整版】
- 112024主题教育学习党章心得体会之用党章党规党纪约束自己一言一行(范文推荐)
- 122024年中青班交流研讨会上发言提纲