PW炉顶系统并罐中心喉管快速更换方法研究
打开文本图片集
摘 要:文章针对PW炉顶系统(并罐)中心喉管更换方法进行分析,结合PW炉顶系统结构,并根据沙钢集团5 800 m3和2 500 m3高炉中心喉管更换实践,对PW炉顶系统中心喉管更换方法进行创新和总结。
关键词:PW炉顶系统;中心喉管;更换方法;创新
中图分类号:TF321.3 文献标识码:A 文章编号:1006-8937(2015)12-0020-04
1 PW炉顶系统简介
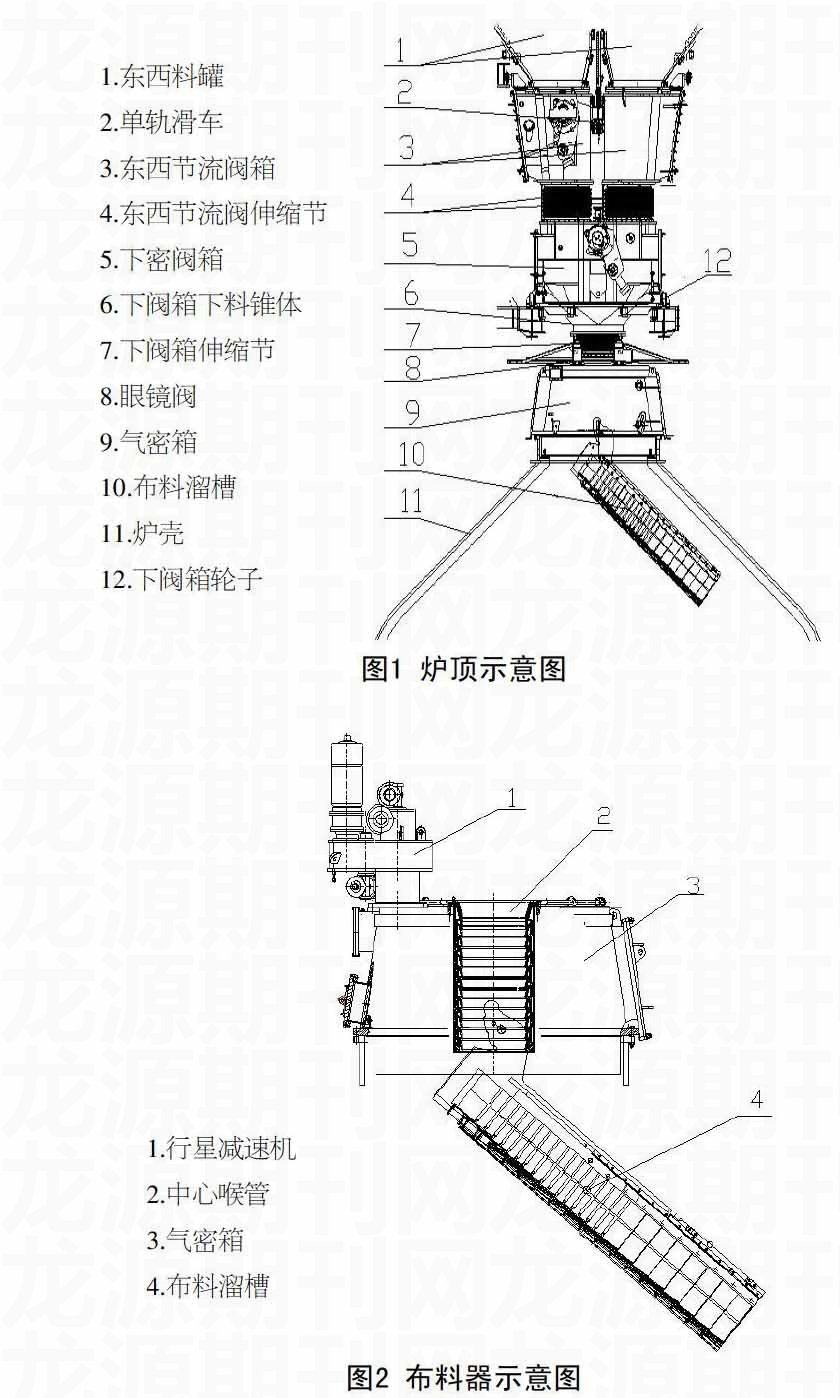
PW炉顶系统是指由国际知名高炉设备工程设计公司卢森堡PW公司设计的一套高炉炉顶系统。高炉炉顶系统包括煤气均压系统、装料系统和布料器,其中布料器指的是炼铁原料均匀洒布到高炉炉内的系列设备,布料器的好坏直接影响高炉炉内矿石和焦炭的分布,对高炉稳产高产和保证高炉的正常运行起关键作业。布料器一般由气密箱、布料溜槽、行星减速机和中心喉管组成。布料器工作原理是行星减速机将运动通过气密齿轮箱传递到布料溜槽,使布料溜槽实现0 ?觷~360 ?觷的旋转运动和0 ?觷~90 ?觷的倾动运动,从而实现高炉定点、环形、扇形和螺旋布料。炉顶,如图1所示,布料器,如图2所示。
中心喉管分布在气密箱的中心,主要作用是阻止炼铁原料直接与气密箱内壳接触,防止气密箱磨穿,导致漏气和内部齿轮结构损坏,使气密箱无法实现炼铁原料的均匀洒布,高炉无法实现稳定和顺产。中心喉管是炼铁原料从料罐到炉内的唯一通道,长期受到炼铁原料的冲击磨损和炉顶高温的侵蚀,耐磨是中心喉管的主要特性。
中心喉管材质一般是高络铸铁、不锈钢、铸钢和镶嵌耐磨铸铁,具有很强的耐磨性能,但至今为止还没有材料能够避免磨损,这样就要求采取适当的措施和方法对中心喉管进行维护和更换。PW炉顶中心喉管,如图3所示。
2 PW炉顶(并罐)中心喉管磨损分析
PW炉顶系统并罐装料由于是左右分布,采用两个料罐交替布料,导致单罐下料时料流偏析,存在对中心喉管磨损不均匀的现象。下料,如图4所示。
根据图4可知,在并罐中心喉管磨损中,有两侧磨损明显比另外两侧磨损严重,根据实际经验为了能够节省成本和减少检修时间可以将中心喉管对调方向。根据沙钢2 500 m3和5 800 m3中心喉管使用实践,中心喉管使用期限为800万 t铁左右,在年产360万 t铁水的高炉,使用寿命为2年零3个月,如果将中心喉管对调方向,可以延长使用时间。此寿命时间不包括高炉运行不正常、布料异常、炉顶温度过高,导致喉管性质变化、变形和打水导致喉管腐蚀等。
3 PW公司设计的中心喉管更换方法
3.1 更换方法
投入作业人员10人,钳工6人,电焊工2人,吊车指挥1人,起重工1人;计划工时24 h;工时工序,如图5所示。
新中心喉管安装与拆除时工序相反,时间一样,最后完工开启相关油路,清理现场。
3.2 PW公司设计的更换方法存在的难点和不足
①拆除的法兰太多,回装时密封难度大。
②下阀箱拆除,安装后对准中心难度大,如果中心不对正,可能导致波纹管伸缩节产生别劲,降低波纹管伸缩节的性能。
③下阀箱拆除时,要拆除的螺栓多,螺栓所处位置空间较小,拆除困难,同时不方便使用气动或电动工具,节省拆除螺栓需要的时间。
④下阀箱拆除时,需要将下阀箱的相关阀门的液压管、润滑管和气管拆除或割除,回装时存在一定的难度和不可避免的损伤相关装置,降低相关装置性能。
⑤本方法最主要的问题是需要时间太长,并且必须完全按照上述工时工序表执行,各工序不能并列进行。
⑥本作业方法设计存在的安全隐患较多,如平台拆除造成临边作业;下阀箱延轨道拉出,需采用炉顶行车吊等大型设备;拆除下阀箱使下阀箱区域为空洞,属于临边作业。
此方法优点是不涉及煤气作业,炉内点火后煤气浓度小,而且在拆除之前都属于密闭环境,煤气延上升管基本都得到放散。
4 改进后中心喉管的更换方法
4.1 改进方法的提出和分析
①中心喉管外径比气密箱中间孔肯定要大,中心喉管内外挡环在拆除后喉管可以从气密箱中间孔往下放。
②中心喉管外壳和挡环都是普通钢材质可以割除和电焊。
③眼镜阀至少有一段是没有衬板的,说明眼镜阀内径肯定比中心喉管外挡环外径大,可以将中心喉管往上提,方便割除中心喉管内外挡环。
④下阀箱内下口有可能比中心喉管内径小,否则会磨损中心喉管内外挡环和吊耳;包括波纹管在安装衬板后也比中心喉管内径小。
经分析图纸,眼镜阀内挡环比外气密箱中心喉管安装孔小2 cm,眼镜阀内径比中心喉管外挡环大4 cm,而且高度达30 cm,而中心喉管外挡环实际高度4.5 cm,符合中心喉管穿过气密箱中间孔通过溜槽取出。
4.2 中心喉管更换方案
本更换方法是分析PW炉顶图纸和炉顶系统各控制阀门、伸缩节特性和功能,充分利用各设备之间存在的尺寸差异和配合关系,进行喉管更换方法改进和创新。本更换方案严格按照人、机、料、法、环五个方面制定,并且严格按照PDCA循环执行各施工作业步骤。
4.2.1 作业人员投入
钳工6人,焊工1人,起重工1人,合计8人。
4.2.2 工机具投入
3T×12 M手拉葫芦1只,16 mm卸扣5只,电焊工具1套,气割工具1套,Φ9.3 mm×2.5 M钢丝绳1根,Φ9.3 mm×3.5 M钢丝绳1根,Φ13mm×3.5M钢丝绳1根;Φ13 mm×1 M钢丝绳1根;翘棍2根;气动扳手及相关套筒2套;常用工具1套;自制爬梯1副;安全带2根;安全绳1根;24 V照明灯具1付;吹扫用压缩空气1套;5 T×3 m手拉葫芦2个;Φ15 mm×1m钢丝绳4根,Φ15 mm×6 m钢丝绳1根,气动扳手1套与打击扳手配套1套,麻绳一根(主要起吊装时防止物体在空中转动)。
4.2.3 物料投入
直径为8 mm的螺纹管9 m,做爬梯用;100×50×10 mm3钢板3块,固定新喉管用。爬梯示意图如图6所示,固定板,如图7所示。
4.2.4 中心喉管更换步骤和要注意的问题
①高炉休风前先将爬梯和中心喉管固定板做好,将新喉管外挡环卸下(新外挡环一般只是点焊在喉管上),等分成3段,各工具准备到位。
②高炉休风炉内点火后,拆除下阀箱两测箱盖螺栓,打开箱盖。
③用压缩空气将下阀箱内部的积灰、积料吹扫干净。
④将布料溜槽打到最大角度位(一般为75 ?觷)。
⑤将Φ9.3 mm×3 M钢丝绳穿过下阀箱,并用卸扣锁紧在两侧箱盖底角法兰上。将自制爬梯穿过中心喉管,并挂在钢丝绳上。
⑥将Φ13 mm×1 M钢丝绳1根挂在下阀箱中间的吊耳上,并将3 T×12 M手拉葫芦挂在钢丝绳上。
⑦割除旧中心喉管的三块固定板。
⑧将三个16 mm卸扣装在中心喉管三个吊耳上,用Φ9.3 mm×2.5 M钢丝绳穿过卸扣并挂在3T的手拉葫芦上,提起中心喉管150 mm左右。
⑨割除中心喉管外挡环(如图3所示),并分割成多段去掉。
⑩在进行②~⑧的同时,可以安排4人拆除溜槽更换的大人孔(大方孔)盖螺栓;用Φ15 mm×6 m钢丝绳将大人孔盖子后两角上的吊耳用卸扣挂住,并挂在行车上;分别4根用Φ15 mm×1 m钢丝绳分别挂在行车钩子和大人孔盖子前两角,用2个5 T×3 m手拉葫芦收紧大概,并保持大盖不离开大方孔;大人孔盖子吊法,如图8所示。
{11}用行车使大方孔盖子吊离大方孔周边,放置炉顶平台;将溜槽打到0 ?觷位置,并对准大方孔位置。
{12}将中心喉管延气密箱中间孔放下,放置到垂直位溜槽距下口的1/3位置,将溜槽缓慢提起,直到75 ?觷,这样中心喉管已经有一半露出大方孔,并且正好卡在溜槽下口横梁上,如图9、图10所示。
{13}用Φ13 mm×3.5 M钢丝绳穿过中心喉管,并用行车吊走,取下所有钢丝绳,挂在新喉管上,并吊至旧喉管取出位,用3 T×12 M挂好。
{14}缓慢将溜槽打到0 ?觷,再提起手拉葫芦直至气密箱口上方150 mm左右的地方;在此同时用炉顶行车将大盖吊至大方孔上方,装好垫子,上紧螺栓。
{15}将已经分成3段的新喉管外挡环在中心喉管固定挡环下方拼装好并与喉管固定挡环焊接一起。
{16}将新做好的中心喉管固定板按原喉管固定位焊接好。
{17}拆除自制爬梯和钢丝绳等;关好下阀箱两侧箱盖,上紧螺栓(由于下阀箱箱盖是经过精刨削加工并与下阀箱密封良好的部件,一般只需涂上黄油,螺栓上紧,就不会漏气)。
{18}清理现场,做好5 S工作。
4.2.5 工时工序图
工时工序,如图11所示。
4.2.6 危险源隐患及安全防范措施
4.2.6.1 煤气隐患及防范措施
危险等级:一般;
可能导致的事故:煤气中毒;
具体措施:①严格执行指标方案,做好作业人员现场安全交底,制定煤气应急预案;②进入现场作业必须二人以上,带好煤气报警器,在炉内点火成功前严禁作业,炉内点火成功后检测煤气含量,确保煤气浓度在允许作业的范围内;③在需进入下阀箱前,严禁打开大方孔盖,这样使炉内热气顺上升管通过大放散排除(在炉内点火成功后,火苗一般发生在料的外圈),使炉内出现负压,大量空气通过喉管和点火孔进入,喉管处在此时基本不存在煤气,但是在冬天可能会比较冷;④打开大方孔盖后,严禁作业人员进入下阀箱;⑤如发现炉内火熄灭,必须立即通知作业人员撤出下阀箱,站立到安全位置;⑥现场安排专人监护。
4.2.6.2 高空坠落隐患及防范措施
危险等级:中等;
可能导致的事故:坠入炉内。
具体措施:①严格执行方案的各项措施,做好作业人员安全交底;②在进入下阀箱时,必须先带好安全带,通过下阀箱设置安全绳,将安全带挂在安全绳上,并且将溜槽打到75 ?觷位置,这样能够防止发生坠落事故时,作业人员直接落入炉内;③在下阀箱内部作业时,必须选好站立位置,确保作业安全;④拆除大方孔盖后,属于临边作业,作业人员严禁通过方孔两侧周边,挂中心喉管时,必须带好安全带,选好锁扣点,做到高挂低用。
4.2.6.3 机械伤害隐患及防范措施
危险等级:中等;
可能导致的事故:夹伤,挤压。
具体措施:①严格执行方案的各项措施,做好作业人员安全交底;②休风后,下关闭截流阀、下密封阀油缸和油路球阀,插好安全销;③切断电磁阀电源,并挂好停电牌;④在下阀箱内作业时,必须切断溜槽电源,并挂好停电牌;⑤在启动溜槽前必须三方确认再摘牌;⑥调试时,必须三方确认,现场作业人员撤离现场,允许送电后方可摘牌送电。
4.3 该更换方法的优缺点
①只拆除了大人孔盖子一个安装垫子的法兰,并且使用气动工具拆除大人孔盖子比较方便,避免密封不良好等漏气事故的发生。
②移动和拆除设备较少,避免回装时的调整麻烦。
③大大节省了更换时间。
④该方法只要严格按照更换步骤来,作业安全系数提高;
⑤该方法涉及到粉尘吹扫,但是由于下阀箱内是负压,气流往炉内,故粉尘不会影响环境。
⑥该方法涉及的机械连锁比较多,作业过程中还必须联系操作、检修、点检各方进行溜槽操作。
5 结 语
本文通过充分研究和分析PW炉顶系统的设计原理,对中心喉管更换方法的创新与改进,大大节省了中心喉管的更换时间,减少了休风时间,大大提高了高炉的生产效率,创造了良好的经济效益。该更换方法在沙钢2 500 m3和5 800 m3高炉中得到了有效的运用和实践,取得了很好的效果。
参考文献:
[1] 朱志,梁桂植.中小型高炉炉顶装料设备改造探讨[J].冶金设备,2001,(1).
版权声明:
1.文驰范文网的资料来自互联网以及用户的投稿,用于非商业性学习目的免费阅览。
2.《PW炉顶系统并罐中心喉管快速更换方法研究》一文的著作权归原作者所有,仅供学习参考,转载或引用时请保留版权信息。
3.如果本网所转载内容不慎侵犯了您的权益,请联系我们,我们将会及时删除。
本栏目阅读排行
栏目最新
- 1银行党支部抓党建工作责任清单
- 22024平安建设经验做法:打好基层治理“组合拳”,夯实平安建设“压舱石”
- 32024年对新时代老干部工作队伍建设思考【完整版】
- 4党纪条规集中学习月活动知识测试主持词(全文)
- 5X县贯彻落实中央环境保护督察组督察反馈意见整改方案(2024年)
- 6董事长在红色教育主题活动期间讲话(集团公司)(全文完整)
- 72024年县长在全县总河湖长会议上主持讲话
- 82024年研讨发言:锻造忠诚品质品格,坚决对党绝对忠诚
- 92024年度在中学“全国中小学生安全教育日”主题升旗仪式上发言(2024年)
- 10在党风廉政建设工作推进会上讲话【完整版】
- 112024主题教育学习党章心得体会之用党章党规党纪约束自己一言一行(范文推荐)
- 122024年中青班交流研讨会上发言提纲